
Soldadura automática de lonas de camiones por aire caliente
La técnica del triángulo para las uniones
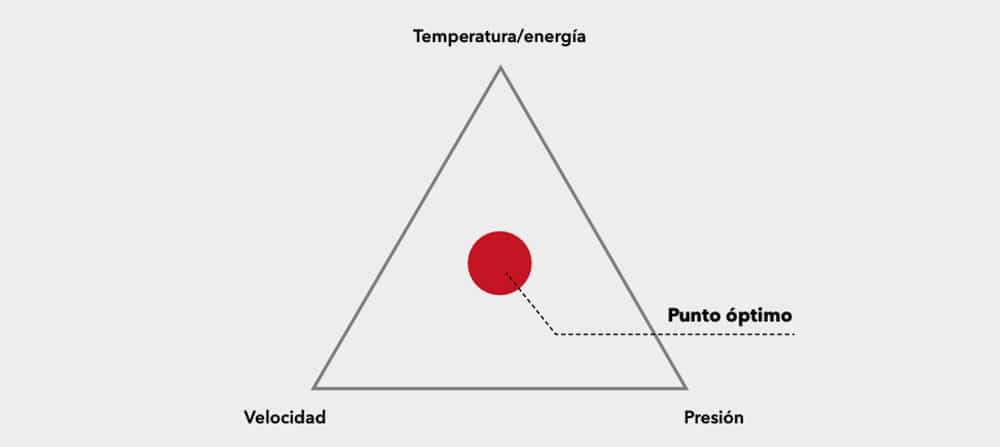
El proceso de soldadura automática de lonas de camiones involucra básicamente tres parámetros principales: temperatura, velocidad y presión, que deben coincidir correctamente entre sí para lograr una junta de unión hermética y permanente. Al igual que con las tres patas de un trípode, todos los parámetros son importantes.
Es importante tomar en cuenta que los tres parámetros son interdependientes. Esta es la única manera de alcanzar el punto de soldadura (punto óptimo) que brinda al usuario la mayor certeza posible sobre la hermeticidad de la soldadura.
Si alguno de los tres parámetros está fuera del triángulo, la soldadura ya no es confiable o incluso puede tener filtraciones. Es importante comenzar en el punto de soldadura al momento de definir los parámetros de soldadura iniciales. Esto significa estar en el centro de los valores límite posibles.
La elección de la máquina soldadora también afecta al resultado, ya que las máquinas soldadoras de distintos fabricantes difieren en términos de rendimiento de la soldadura y presión de unión. Dado que hay que tener en cuenta otros aspectos, es aconsejable considerar los tres parámetros principales en un contexto más amplio.
Temperatura de soldadura
Para proceder correctamente, en la práctica ha resultado útil determinar primero la temperatura y el volumen de aire (energía o potencia de soldadura). La temperatura correcta se debe definir con base en la información proporcionada por el fabricante de la membrana y mediante una soldadura de prueba en el sitio de fabricación. Se deben tener en cuenta las condiciones externas (vea diagrama anterior).
Ajuste de la boquilla
El ajuste correcto de la boquilla y la distancia de la misma al rodillo de presión son esenciales para la calidad de la soldadura. Esto se debe a que el aire caliente generado en la máquina soldadora se debe introducir correctamente en el traslape. Un ajuste incorrecto de la boquilla impacta negativamente en el proceso de soldadura.
Por lo tanto, es aconsejable comprobar de manera periódica el ajuste de la boquilla según las instrucciones de uso del fabricante. Algunos fabricantes de máquinas soldadoras ofrecen un indicador de ajuste para ayudar a calibrar la boquilla y facilitar el ajuste confiable de la alineación de la máquina.

Cabe destacar que las máquinas soldadoras necesitan más energía para alcanzar la temperatura establecida cuando la temperatura ambiente es fría. Si no se puede alcanzar la temperatura establecida, los usuarios pueden reducir el volumen de aire. Es aconsejable reducir la velocidad en la misma proporción. El ajuste de la boquilla se debe efectuar de acuerdo con las instrucciones de operación.
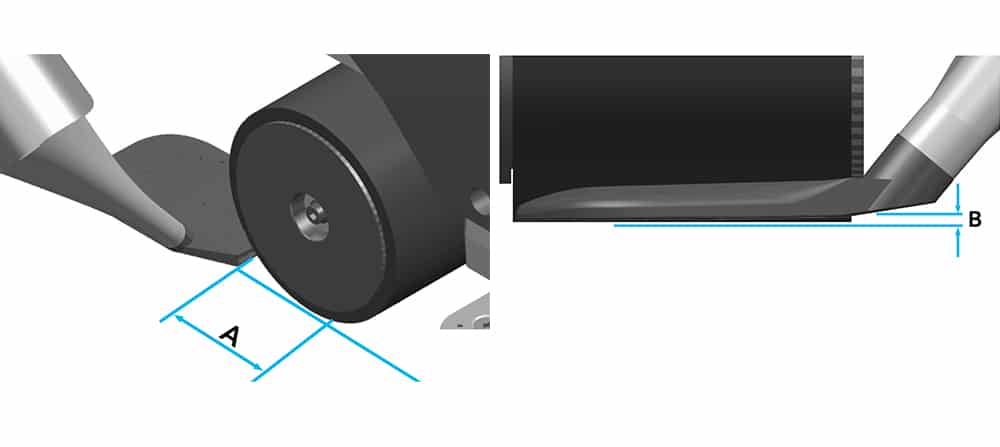
Ejemplo aleatorio de ajustes importantes de la boquilla, que varían de una máquina a otra.
A = Distancia entre la boquilla y el centro del rodillo de presión: en este ejemplo, la distancia es de unos 45 mm. Esta distancia ha demostrado su eficacia según nuevos hallazgos.
B = Distancia entre la boquilla y la membrana: la boquilla solo está en contacto con la membrana en la punta. La parte restante de la boquilla se encuentra en el traslape, 1 mm por encima de la superficie.
Volumen de aire de la herramienta de soldadura
El volumen de aire en las máquinas soldadoras por aire caliente afecta significativamente la calidad y la eficiencia del proceso de soldadura. Entre los puntos clave sobre cómo el volumen de aire afecta a las máquinas soldadoras por aire caliente se incluyen los siguientes:
Calidad de la soldadura
Consistencia Desuniones Soldadura:el volumen de aire insuficiente puede provocar un calentamiento inadecuado del material, lo que provoca uniones de soldadura incomple- tas. Por el contrario, un volumen de aire exce- sivo puede sobrecalentar y dañar el material.
Velocidad del proceso
- Eficiencia:el volumen de aire óptimo aumenta la velocidad del proceso, ya que garantiza un calentamiento más rápido y uniforme del material.
- Rendimiento: el ajuste adecuado del volumen de aire mejora el rendimiento de la máquina, lo que reduce la necesidad de repetir el trabajo y garantiza uniones de soldadura uniformes.
Protección de los materiales
Cómo evitar daños: el volumen excesivo de aire puede dañar los materiales sensibles, mientras que un volumen de aire insuficiente puede provocar una soldadura inadecuada
Velocidad de soldadura
La velocidad es constante, pero se puede ajustar fácilmente durante la soldadura. Sin embargo, esto requiere experiencia y por lo general no es necesario, ya que primero se lleva a cabo una soldadura de prueba.
Presión de unión de soldadura
En la mayoría de las máquinas soldadoras, el fabricante determina y especifica de manera empírica la presión de unión para lograr una junta de unión hermética. La presión de unión correcta se debe determinar mediante soldaduras de prueba. Es importante que la máquina soldadora tenga una distribución de peso estable.
En la práctica, un diseño triangular ha demostrado ser una ventaja. Este diseño también tiene un efecto positivo en la precisión de la alineación de la máquina soldadora, lo que reduce la necesidad de correcciones manuales.
Procedimiento recomendado para las soldaduras de prueba
Se requiere un soldador capacitado para evaluar correctamente los patrones de soldadura. Una soldadura de prueba es esencial para garantizar que se logren los parámetros de soldadura iniciales correctos. Este procedimiento crea una junta de unión confiable para las uniones del campo de producción. Antes de efectuar una soldadura de prueba, se deben seleccionar como base los parámetros de soldadura recomendados por el fabricante.

Operación de la máquina soldadora
Al guiar la máquina soldadora, asegúrese de que el mango guía no esté excesivamente “inclinado”. Debido a la carga lateral del mango guía y al efecto de palanca resultante, el rodillo de presión no ejerce la presión necesaria. Como resultado, la fuerza de unión es insuficiente y la unión es defectuosa.
Comprobación de las juntas de unión
Garantizar la integridad de las uniones de soldadura es fundamental para el rendimiento de las lonas de camiones. Este capítulo describe los métodos y parámetros clave para comprobar la calidad de la unión.
Prueba de tracción
Una máquina de pruebas de tracción aplica una fuerza controlada a la unión hasta que esta última falla. Para determinar la eficacia de la unión se utilizan los siguientes indicadores:
- Pruebadecorte,rasgaduras fuera de la unión: esto indica que la unión en sí es más fuerte que el material, lo que es una señal de una buena junta de unión.
- Prueba Pelado,separación de capas individuales: por ejemplo, el desprendimiento de la capa de sellado de un tejido de refuerzo interno. Esto también indica que la junta de unión funciona.
Dependiendo de la membrana, puede que no sea necesario el rasgado en el exterior de la unión para obtener una junta de unión.
Es fundamental evitar parámetros mal configurados, como temperaturas extremas que destruyen las moléculas al inicio y al final de la soldadura, y velocidades de soldadura excesivas.

Verificaciones dimensionales
Verifique que las uniones de soldadura cumplan con las especificaciones de diseño a través de la medición del traslape y el ancho de la unión. Las dimensiones adecuadas garantizan la integridad estructural y el rendimiento.

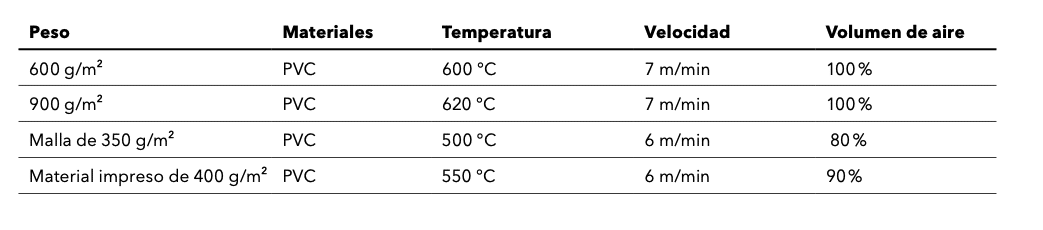
Parámetros de soldadura para lona con revestimiento de PVC con una boquilla de 40 mm
Los parámetros de inicio sirven como directrices y se deben efectuar soldaduras de prueba para reflejar las condiciones reales.
Las soldaduras de prueba las debe efectuar una persona capacitada para evaluar con precisión la calidad de la soldadura. Si los anchos de soldadura varían, ajuste la velocidad según corresponda.
Parámetros de ejemplo
En Querotools, contamos con las mejores herramientas de soldadura por aire caliente y un equipo de expertos dispuesto a asesorarte en cada paso del proceso. Desde la elección de parámetros hasta el ajuste de la boquilla, te ayudamos a garantizar uniones herméticas y duraderas para tus lonas de camiones.
Contáctanos y descubre cómo nuestras soluciones pueden llevar tus proyectos al siguiente nivel.












Leave a comment